
热门文章








平焊怎么焊饱满平整(为什么你的平焊不好看,这几个细节要注意)
100次浏览 发布时间:2024-11-17 09:05:30
要想成为一名优秀的焊接师傅,第一步该怎么做?平焊立焊横焊仰焊先学习哪个呢?
答案就是从熟练掌握平焊开始。
什么是平焊?平焊是指焊接处在水平位置或倾斜角度不大的焊缝。焊缝倾角0°~5°、焊缝转角85°~95°的焊接位置称为平焊位置,而在平焊位置进行的焊接就称为平焊。可分为平对接焊和平角接焊。在所有焊接位置中,平焊是最基础也是最容易焊接的位置。那么电焊平焊怎么焊呢?为什么平焊立焊焊不好,那是因为你没掌握好以下平焊手法与技巧操作要点。

1、平焊焊接技术手法操作要点
- 平焊怎么才能焊好,首先要正确控制焊条角度。使熔渣与液态金属分离,防止熔渣前流,尽量采用短弧焊接。
- 对于不同厚度的T形、角接、搭接的平焊接头,在焊接时应适当调整焊条角度。使电弧偏向工件较厚的一侧,保证两侧受热均匀。对于多层多道焊应注意焊接层次及焊接顺序。
- 选择合适的运条方法。
最后的运条方法这点,在整个操作过程中至关重要,甚至直接影响着最后呈现的焊接效果,让我们再单独进行分析。
2、平焊运条手法
平焊常见的有四种运条手法,根据焊接部件的不同选择合适的运条手法能够得到更佳的效果。焊接手法需要不断练习,操作平焊法兰时焊接手法也十分重要。
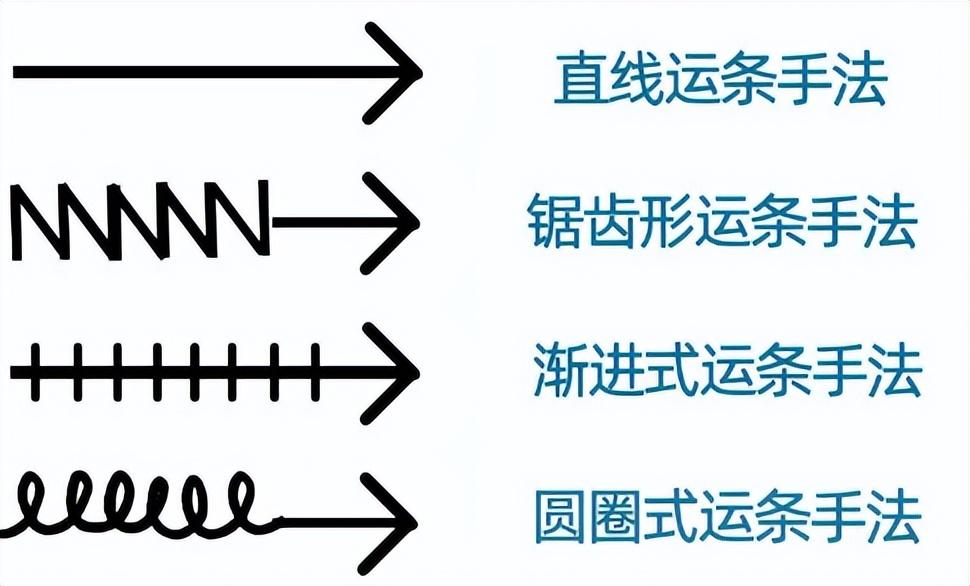
平焊常见运条手法
- 直线运条手法。不做多余摆动,以笔直的直线向前拉,适合比较薄的焊件或者焊缝比较小的部件。
- 锯齿形运条手法。上下摆动以锯齿形状进行运条,适合焊缝比较宽的部件。
- 渐进式运条手法。以进二退一的方法进行运条,适合焊缝比较小,焊板很薄的情况。
- 圆圈式运条手法。推进采用画圈形状的运条手法,适合焊件比较厚,电流比较大的情况
四种方法焊接出的效果相差无几,主要还是应根据焊材及实际条件进行选择,才能得到更好的效果。那实际操作要怎么选择运条方法呢?
3、操作实例

以不同厚度的钢板为例
一般7mm以上的钢板我们选择锯齿形运条手法。3.2的焊条,电流选择125-135A,两遍稍做停留,保证溶池能足够的融合好再运弧。
3-6毫米的钢板采用圆圈式运条手法。3.2的焊条,电流选择110-120A之间,融合好就可以了。
1-3毫米的钢板则采用渐进式运条手法。每次运弧压上一溶池的二分之一。3.2的焊条,电流选择100-110A。
4、平焊操作小妙招:
平焊怎么焊出来平整?平焊怎么焊饱满完整?今天分享一个小妙招。
在平焊施焊时,我们可以通过“听和看”来判断焊接状况。
“听”是听电弧穿透声。当听到“噗噗”声时,说明电弧已击穿钝边形成熔池,这时应立即熄弧,否则熔孔过大甚至烧穿。
“看”是看熔池温度和形状变化。熔池温度和形状决定着背面焊缝的宽度、余高及成形。熔池温度过高、熔孔过大,背面焊缝既高又宽不美观,而且容易烧穿。熔池温度过低、熔孔太小,往往焊根熔合不好,甚至未焊透。通常熔池呈椭圆形,熔过坡口两侧0.5~1mm为宜。
相关文章
- 贝尔斯诺壁挂炉-全国各售后热线实时反馈全+境+到+达 2025-04-22 19:30:39
- 雷科迪尔壁挂炉全国维修服务号码实时反馈全+境+到+达 2025-04-22 19:27:00
- 上斐保险柜全国各市售后服务热线号码实时反馈-今-日-汇-总 2025-04-22 19:25:52
- 法耐防盗门客服号码售后号码大全及维修网点查询实时反馈-今-日-更-新 2025-04-22 19:25:37
- 巧手燃气灶维修服务中心|全天24小时服务热线实时反馈-今-日-更-新 2025-04-22 19:24:58
- 君泉热水器-全国各售后热线实时反馈-今-日-更-新 2025-04-22 19:23:12
- 奥莱斯壁挂炉服务号码24小时(今日更新)实时反馈-今-日-资-讯 2025-04-22 19:22:10
- 瑞能壁挂炉24小时售后服务维修点号码实时反馈-今-日-汇-总 2025-04-22 19:21:45